钣金加工与焊接喷涂,烟台赛禹精密机械为您分享。
一、零件脱落问题
为提高数控冲加工的效率和板材的利用率,要求板材一次定/位加工多个零件,在加工过程中,一些零件从板材上脱落下来,这就是零件脱落。零件脱落轻则停止继续加工降低生产效率,重则造成加工事故。因此数控冲加工中的零件脱落问题,已经严重影响了工作效率和加工安/全。
零件脱落主要是加工时设置的微连接不足,零件在加工中由于振动和冲击造成了微连接断裂,从而零件从板材上脱落下来。因此在加工过程中设置好微连接的尺寸,将会减少板材脱落的问题发生。对于板厚为0· 1一1.0mm的铝板,薄板留量小,板厚留量大韧性板材留量小,脆性板材留量大;零件小留量小,板材大留量大。对于板厚小于2mm的铝板,微连接为0 · 25mm,而其他板材为0 · 3mm;对于板厚大于2mm的铝板,微连接为0.30mm,而其他板材为0.35mm。
二、废料反弹问题
废料反弹是指在数控冲加工过程中,冲裁废料反弹到加工板材上。冲孔废料反弹到加工板料上使板料厚度局部增加,易造成刀具磨损加剧和加工质量问题。
1、造成废料反弹的主要原因有哪些呢?
(1)刃口的锋利度不足。刃口圆角越大,越容易造成废料反弹。
(2)模具的人模量。每个工位模具冲压时,要求人模量是一定的,模具人模量小,易造成废料反弹。
(3)模具的间隙是否合理。不合理的模具间隙,易造成废料反弹。
(4)被加工板材的表面是否有油物。若加工板材表面有油污,则上刀具下冲时打滑造成冲裁面积受力减小,废料冲不下。
2.预防方法
(1)当冲模角变钝、灭角值增至0 · 2mm时需修模;当剪切毛刺大于0时,需要进行修磨刀具,保持刀具的锋利,以减小废料反弹的概率。
(2)采用“无废料"结构的下模时,上模须冲人下模至少2,5mm,才能达到防止废料反弹的效果。如果上模不能冲人2 · 5mm深,则需要通过加装垫片来解决。
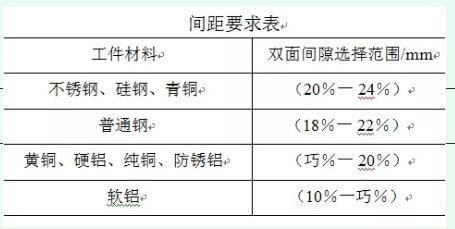
(3)模具进行冲裁时,间隙要合理。一般加工时的间距要求如附表所列。
(4)在板材加工前去除板材表面油污:用湿抹布擦拭板料表面即可;对于贴膜加工的板材一般不会出现油污现象,只要保证所贴膜表面没有油污即可。
间距要求表:
三、板材切边划痕太多问题
用方形刀具加工的板料两边缘划痕太多,影响零件的加工和装配质量。造成划痕的原因是加工时,方形刀具与板材接触加工的棱角所留下的痕迹。为了减少和避免划痕,一般在满足加工条件的前提下,要求节距越大越好;适当对零件剪切边沿进行打磨加工。
四、模具磨损太快问题
影响模具损耗的原因一般为:在冲模材料的内部,或多或少都存在有金属缺阳,如微裂纹、杂质、呈线性排列的金属或碳的析出物等。模具损伤绝大多数出现在这些缺陷处,冲模金属缺陷越多就越易出现损伤引起冲模损伤的外因是冲模受力的大小与被加工板料的厚度、力学性能、冲模间隙大小及冲模刃口锋利程度等。保持加匚台面清洁,保持润滑良好,采用间隙适合的冲模,要及时修复冲模刃口等,都可以有效地避免不必要的冲模损耗。以上就是烟台钣金加工厂为您分享的。
上一篇:如何提高烟台激光切割的精度




 鲁公网安备37069302000231号
鲁公网安备37069302000231号